Lazer Kaynak
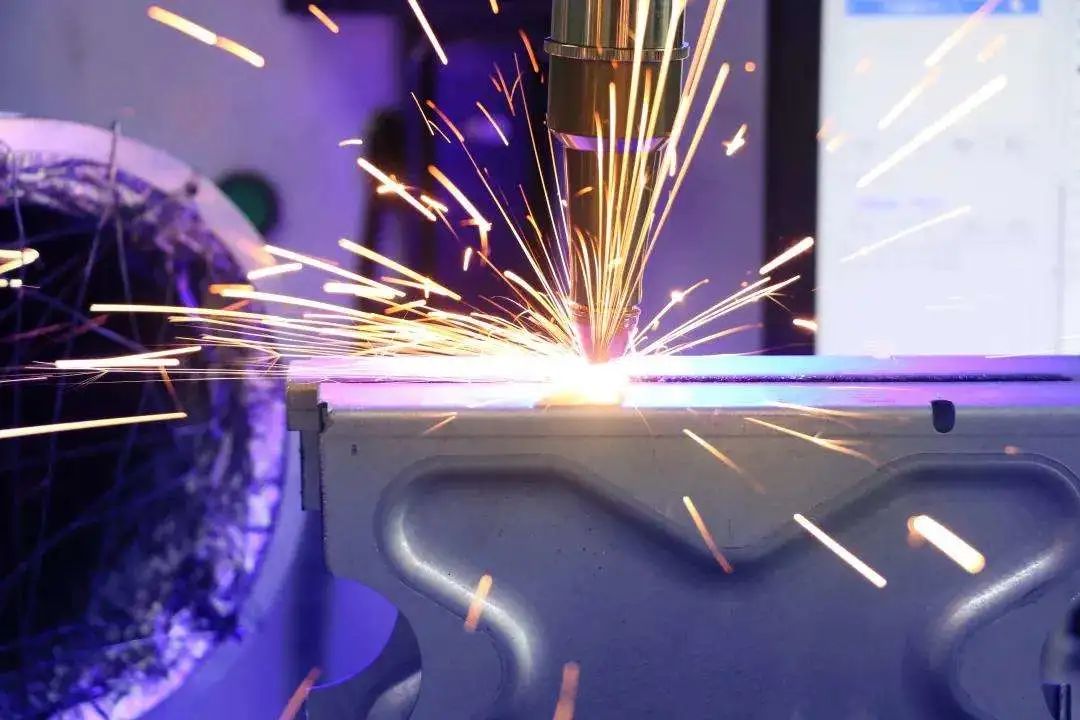
Lazer kaynağı ve avantajları nelerdir?
Lazer kaynağı endüstriyel uygulamalarda birçok avantaja sahiptir. Yüksek derinlik genişliğinin, normal yöntem kaynak boşluğundan daha derin ve daha dar olması ve kaynak boşluğunun parlak ve güzel olması gibi birçok avantajı vardır.
Ayrıca;
- Yüksek güç yoğunluğu,
- Hızlı erime,
- İş parçasına düşük ısı girişi,
- Daha hızlı kaynak hızı,
- Malzemede daha küçük termal deformasyon
- Kaynak bölgesi dışındaki bölgelerde daha az malzeme stresi yaratma
gibi avantajları vardır.
Lazer Kaynak
Kullanımı kolaydır, çünkü ışın kalınlığı çok küçüktür, kaynak yüksek hassasiyetle konumlandırılabilir, ışının iletilmesi ve yönlendirilmesi çok kolaydır, kaynak torç ve ucunu sık sık değiştirmeye gerek yoktur, normal kaynak yöntemlerine göre kaynak işlemi sırasında daha yüksek tepki süresi elde edilir, üretim verimliliği yüksektir, ışığın ataleti yoktur ve yüksek hızda durdurulabilir ve yeniden başlatılabilir.

Ayrıca, düşük ortalama ısı girdisi ve yüksek işleme doğruluğu nedeniyle yeniden işleme maliyeti düşürülebilir.
lazer kaynağının işletme maliyeti düşüktür, bu da iş parçası maliyetini azaltabilir. Benzer şekilde, lazer sistemleri ile otomotiv de olduğu gibi otomasyonu gerçekleştirmek kolaydır.
Işın yoğunluğunu ve hassas konumlandırmayı daha uzun mesafelerden yapmak mümkündür.
Lazer Kaynak Yöntemlerine bakacak olursak;
Galvanometre kaynağı; Bilgisayardaki parametrelere bağlı olarak, kaynak yolunu, lazer güç kontrolünü ve diğer parametreleri önceden ayarlamak için galvanometrenin hızlı tarama işlevini kullanır. Bu sayede Daha hızlı kaynak hızına, yüksek hassasiyete ve belli bir uzaklıktan kaynak yapmak mümkündür.
Punto kaynağı; iki plakayı uzatan bir kaynatma yöntemidir. Plakaların kalınlıkları ve malzemeleri aynı veya farklı olabilir. Otomobil, konteyner kabukları, metal çerçeveler ve dosya dolaplarının üretiminde yaygın olarak kullanılmaktadır.
Lazer nokta kaynağı; Genellikle küçük spot çaplarında yüksek enerjili lazer darbesini kullanılarak malzemeleri bir birine kaynatmak için kullanılan yöntemdir.
Penetrasyon kaynağının iki yöntemi vardır;
Biri ısı iletimidir. İki malzemeyi birbirine kaynaklamak için Isı üst malzemeler aracılığıyla alt temas yüzeyine iletilir.
Diğeri ise lazerin alt malzemeye üst şeffaf malzemeden (plastik gibi) geçerek üst ve alt malzemeleri birbirine kaynak yapmasıdır.
Salınım kaynağı aynı zamanda dikiş kaynağı olarak da adlandırılır. Kaynak işinde, kaynağın tolerans gereksinimlerini iyileştirmek ve kaynaktaki gözeneklerin etkisini azaltmak için lazer ışını kaynak yolu boyunca sallanır.
Sonuç;
Lazer kaynağında lazer gücünün hassas kontrolü, özellikle kaynağın başında ve sonunda, kaynağın kalitesi için çok önemlidir.
Erimenin farklı aşamalarında metalin lazere soğurma ve yansıtma özellikleri oldukça farklıdır. Deneysel sonuçlar gösteriyor ki kaynağın başında ve sonunda kademeli güç kontrolü kullanılarak iyi kaynak kalitesi elde edilebilir ve bu kontrol birtek lazerde mümkündür.